热线电话
18912685188
18912685188
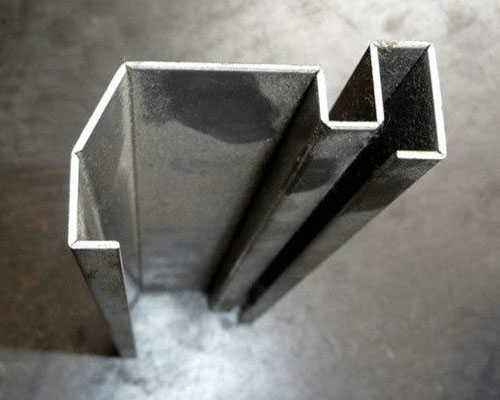
钣金折弯设计要点及工艺改进方法
1、折弯的高度
钣金折弯高度太低时,折弯处容易扭曲变形,不容易得到理想的零件形状和理想的尺寸精度
2、折弯半径
为保证折弯强度,铝钣金加工,钣金折弯半径应大于材料小折弯半径
3、折弯方向
钣金折弯时尽量垂直于材料的纤维方向
4、避免折弯根部不能压料而造成折弯失败
5.避免折弯干涉
6.保证折弯强度
7.避免复杂的折弯
8、多重折弯上的孔很难对齐
提高钣金件强度的设计方法
1、避免平板的设计
2、添加加强筋
3、增加折弯、翻边或者反折压平
4、折弯处添加三角加强筋
5、折弯边自铆或通过拉钉等方式连成一体

控制智能化。数控技术智能化程度不断提高,体现在加工过程自适应控制技术、加工参数的智能优化与选择、故障自诊断功能、智能化交流伺服驱动装置四个方面。专家系统:先是采集领域专家的知识,然后将知识分解为事实与规则,存储于知识库中,通过推理作出决策。模糊推理:模糊推理又称模糊逻辑,金属钣金加工,它是依靠模糊集和模糊逻辑模型,进行多个因素的综合考虑,采用关系矩阵算法模型、隶属度函数、加权、约束等方法,处理模糊的、不完全的、乃至相互矛盾的信息。人工神经网络:神经网络是人脑部分功能的某些抽象、简化与模拟,由数量巨大的以神经元为主的处理单元互连构成,不锈钢钣金加工,通过神经元的相互作用来实现信息处理。